
Zastosowanie pomiarów metrologicznych w kontroli jakości nie jest niczym nowym, jednak możliwość połączenia ich z tomografią komputerową na poziomie współrzędnościowych maszyn pomiarowych (CMM) pozwala na dostarczenie pełnego zakres informacji o badanym detalu przy zachowaniu precyzji pomiaru.

Już teraz Metrologia CT – o krok bliżej Ciebie
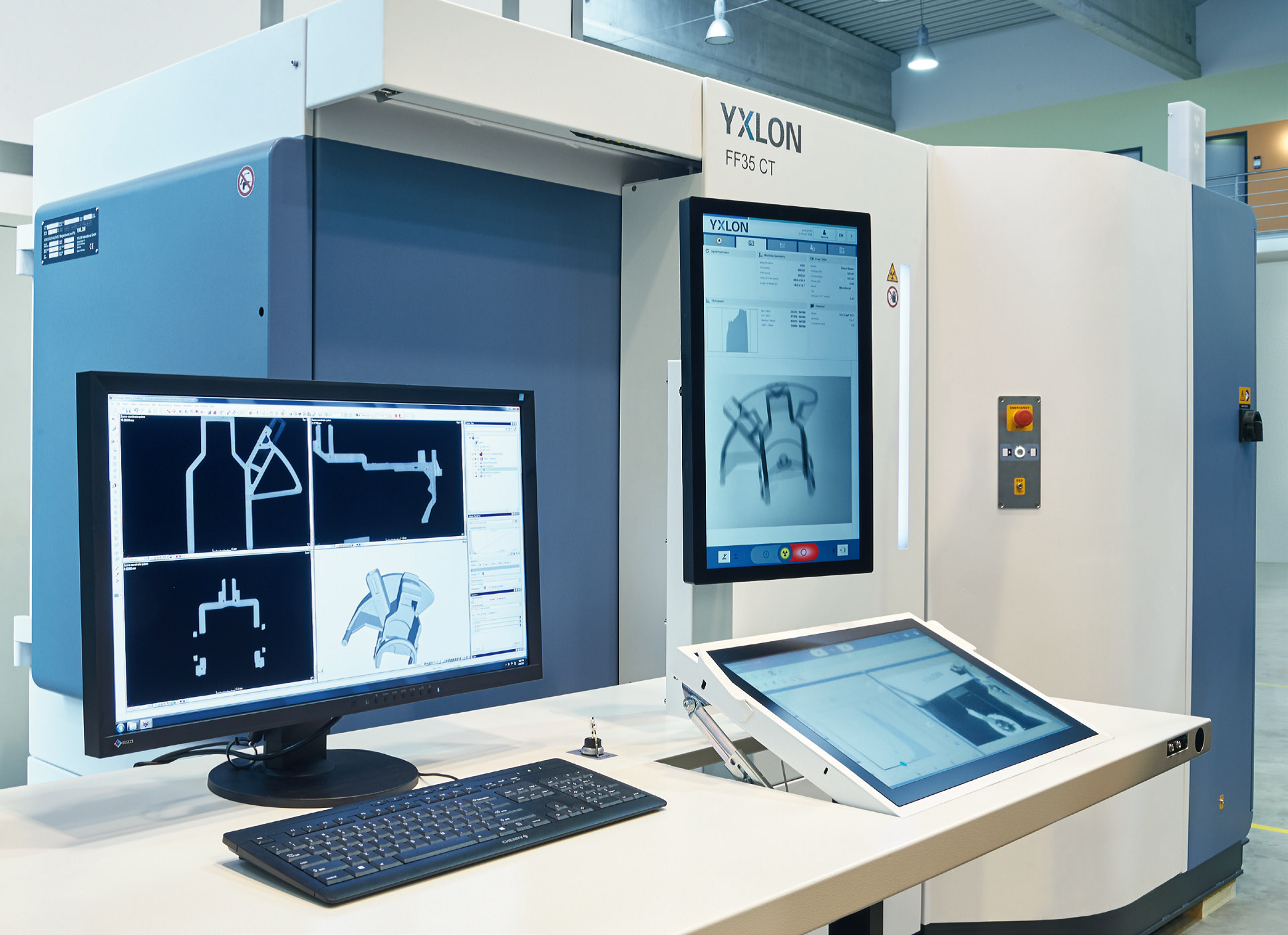
Zasadniczym ograniczeniem dokładności pomiarowej w tomografii komputerowej był wymiar ogniskowej źródła premiowania oraz moc lampy rentgenowskiej potrzebnej do penetracji danej grubości materiału. Pomimo badania cienkich detali, podczas jego obrotu otrzymywane są skrajne pozycje, które wymagają większej mocy lampy, tak by w efekcie móc otrzymać model zrekonstruowany z jak najmniejszą liczbą artefaktów. Jednak wzrost mocy lampy wiąże się ze wzrostem plamki ogniskowej i spadkiem wykrywalności wad, powodując że podczas procesu rekonstrukcji, dane są uśredniane, gdzie następuje wzrost niepewności i spadek dokładności odwzorowania. Jednak połączenie lampy mikro i nano ogniskowych Y.FXE z granitową bazą tomografu w kompletny system FF CT – gwarantują one wykrywalność detali na poziomie do 820 nm. Zakres danych otrzymanych z maszyn CMM jest tylko chmurą punktów z powierzchni, a dane CT to zakres danych z całego detalu wraz z występującymi wadami i niezgodnościami wewnętrznymi. Wykorzystanie danych CT daje ogrom możliwości technologom jak i działom kontroli jakości w zakresie analiz porowatości i wtrąceń. Porównania modelu CAD we wszystkich płaszczyznach i wymiarach, analizy grubości ścianki oraz możliwości pomiarowe w jednym urządzeniu. Podczas inspekcji 2D możemy wyszukać obszar nasilenia niezgodności i kolejno wykonać skan miejscowy ograniczając się tylko do analizy w miejscu zainteresowania lub wykonać skan całego detalu i prowadzić analizy w miejscach wskazanych. Takie rozwiązanie pozwoli nam na szybką i nieinwazyjną inspekcję w głąb detalu połączoną z całym pakietem pomiarowym. Jedno urządzenie, wiele możliwości, pełna analiza w każdym kierunku i obszarze to idealne rozwiązanie dedykowane do wielu materiałów min takich jak: metale, tworzywa, ceramika, kompozyty, połączenia mieszane i inne.
Urządzenia FF CT pozwalają spełnić wymagania normy VDE/VDI 2630, a tym samym wymagania norm PN EN ISO 10360 w zakresie kalibracji i wymagań współrzędnościowych maszyn pomiarowych.
Przemysł wtryskowy w motoryzacji
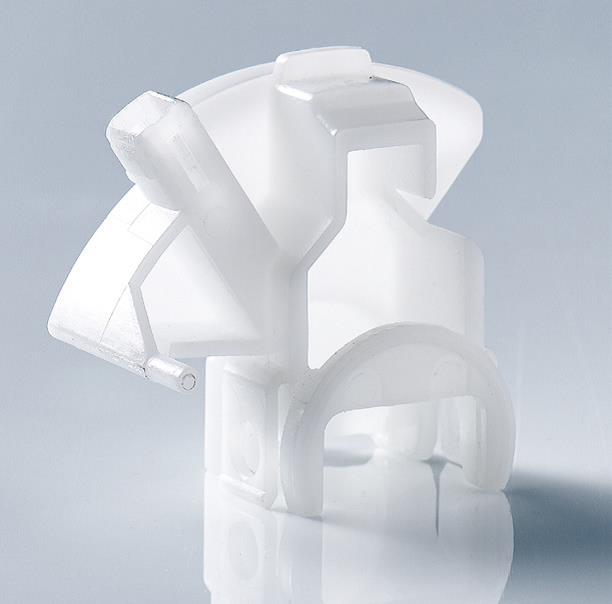
Przemysł wtryskowy w motoryzacji to idealne miejsce gdzie systemy FF CT znajdą zastosowanie do nieniszczącej kontroli i technik pomiarowych. Pomiary CT dla części wtryskowych pozwolą dopracować technologię – ustalić przebieg procesu i dostarczyć komplet danych. Ta sama kontrola prowadzona w oparciu o techniki pomiarowe CMM wymaga wielu etapów i godzin pracy, a zakres dostarczonych danych to mniejsza liczba punktów, przez co pomiary mogą odbiegać od rzeczywistych. Dane CT to zbiór informacji o całym detalu i każdym punkcie, przez co otrzymany model pomiarowym jest dokładniejszy i zawiera informacje nie tylko o powierzchni, ale także o tym co znajduje się wewnątrz badanego detalu.
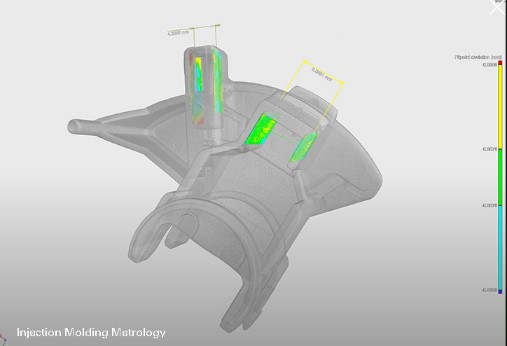
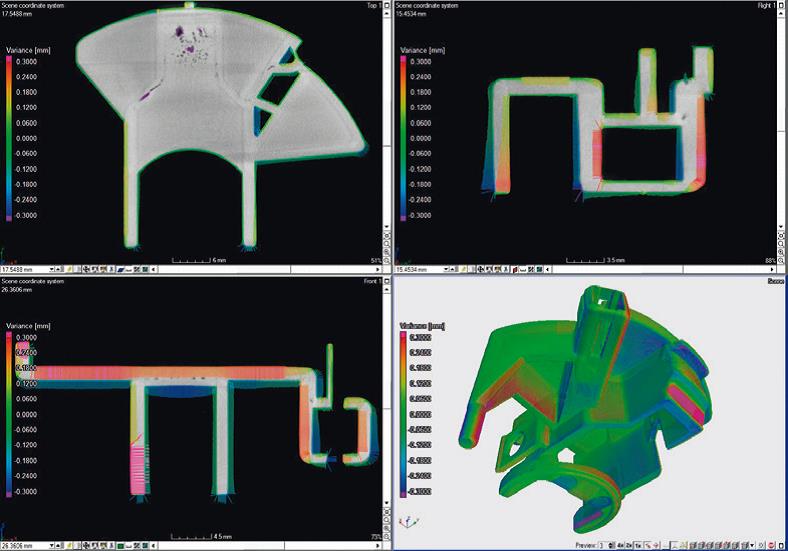
Analiza wad i wizualizacja w przekrojach
Tomografia komputerowa poprzez stworzenie modelu 3D pozwala otrzymywać przekroje badanego detalu w 3 płaszczyznach umożliwiając określenie wymiarów, objętości, położenia i orientacji wady w badanym obiekcie. Całość wyników pozwala na szybkie i łatwe analizy wraz z określeniem zakresu dopuszczalności wady, sposobu jej ułożenia względem krawędzi lub stref krytycznych umożliwiając dokładnie i precyzyjnie ustalić czy dany typ oraz poziom nasilenia dyskwalifikują badaną część. Takie rozwiązanie sprawdzi się w działach prototypów jak i działach kontroli jakości w procesie produkcji, by móc zaoferować narzędzie dające nam 100% informacji o stanie analizowanego obszaru.
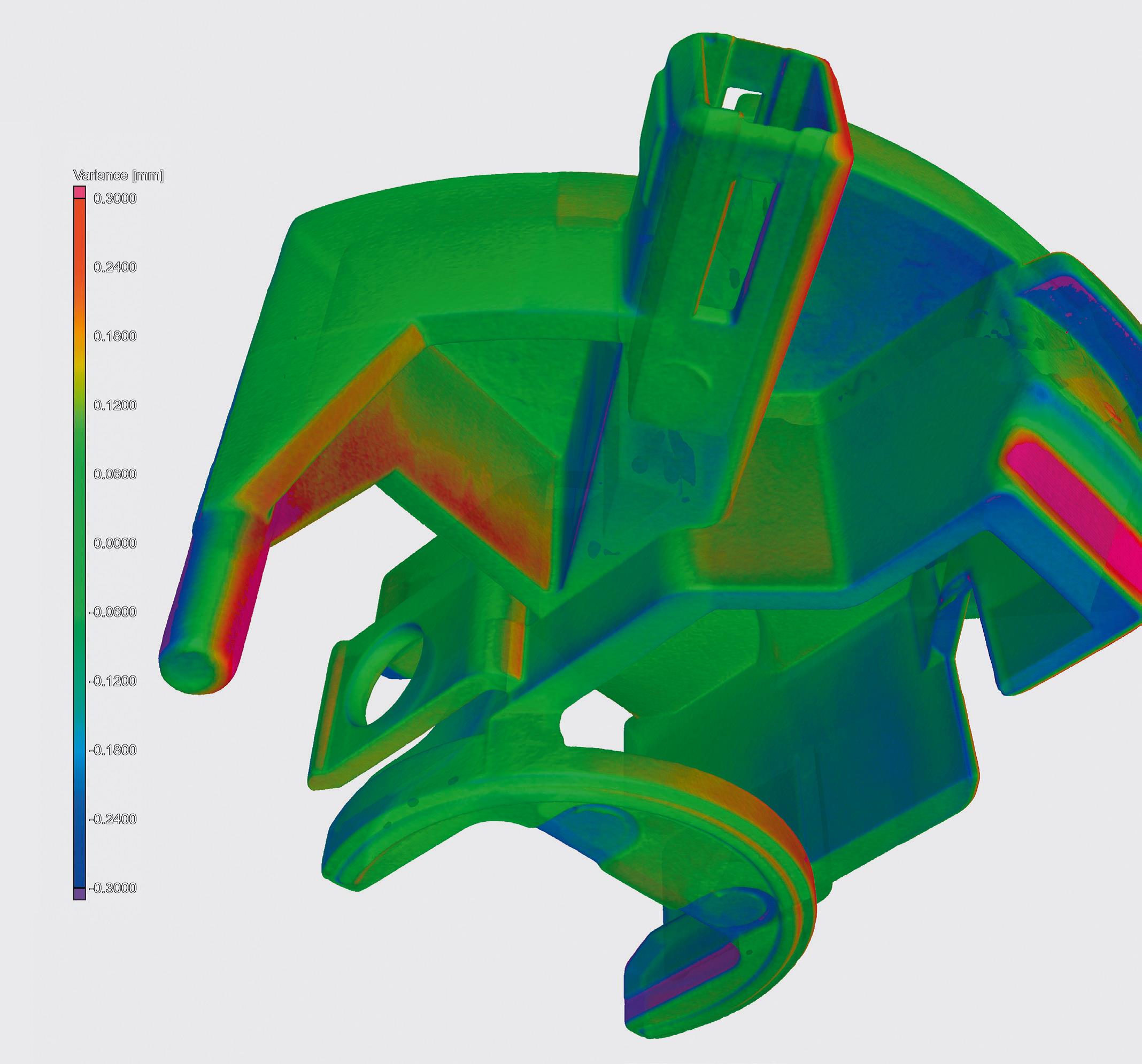
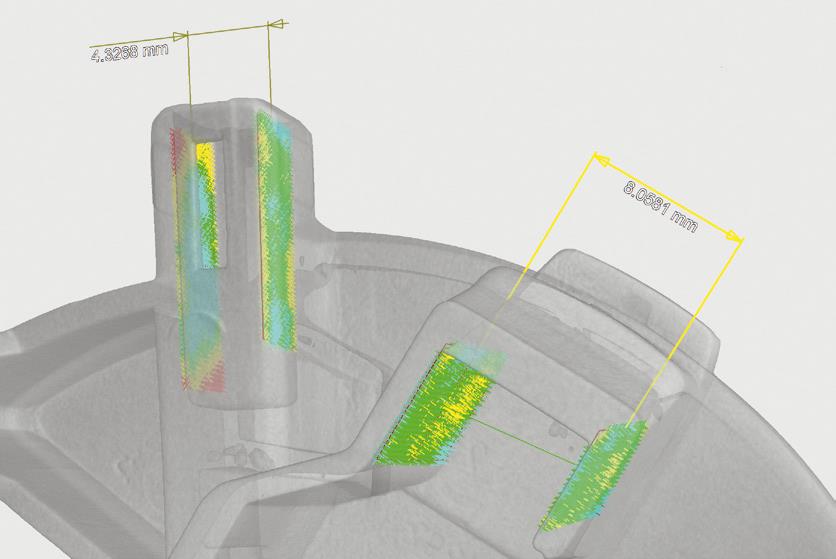
Nominalne/ Aktualne porównanie
Analiza otrzymanego skanu z modelem CAD pozwalana na ocenę odchyleń (wg. specyfikacji klienta) oraz analizę i ocenę komponentu w całym jego przekroju. Szybka i pewna analiza to nie tylko porównanie wymiarów zewnętrznych otrzymanych z maszyny CMM, ale także wgląd w kanały, otwory oraz w geometrię o zmiennych kształtach, co umożliwia tomografia komputerowa. Otrzymane wyniki nie będą tylko danymi częściowymi o kształcie i stanie powierzchni, ale dadzą pełny przekrój informacji o detalu.
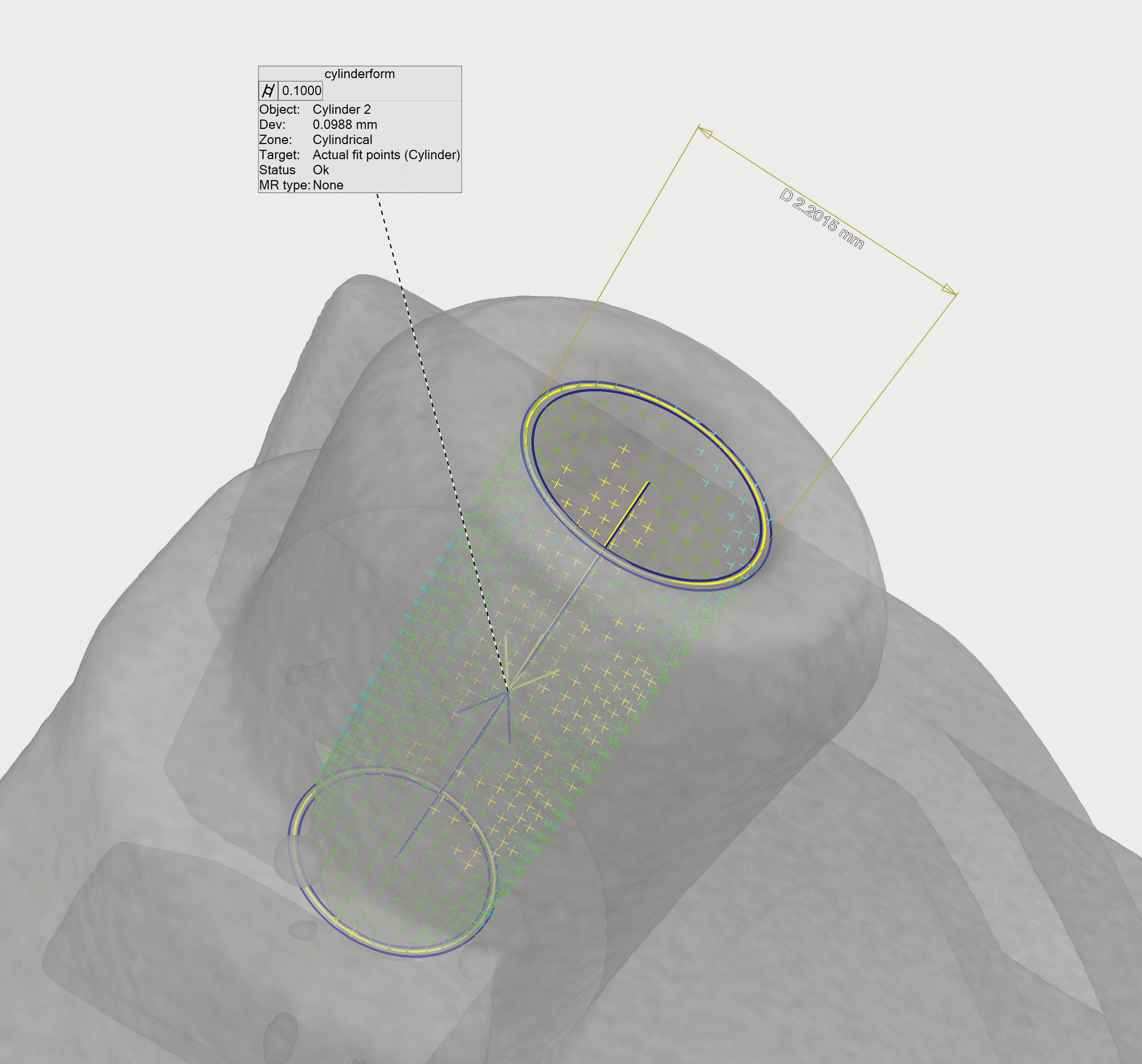
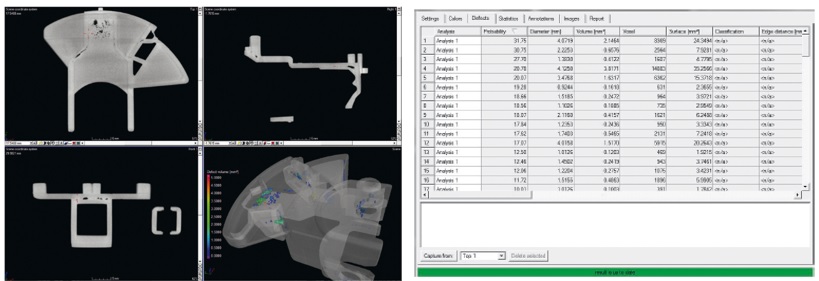
Analiza pomiarowa
Skanery optyczne lub maszyny dotykowe CMM nie umożliwią zbioru tylu danych, co wyniki otrzymane z CT. Dzięki możliwość stosowania różnych raportów i analiz odchyleń możemy indywidualnie do potrzeby odbiorów definiować inne techniki i zakresy prowadzonych inspekcji, tak by móc dopasować je do stosownych wymagań lub norm.
Analiza danych wg normy VDG P201/P202
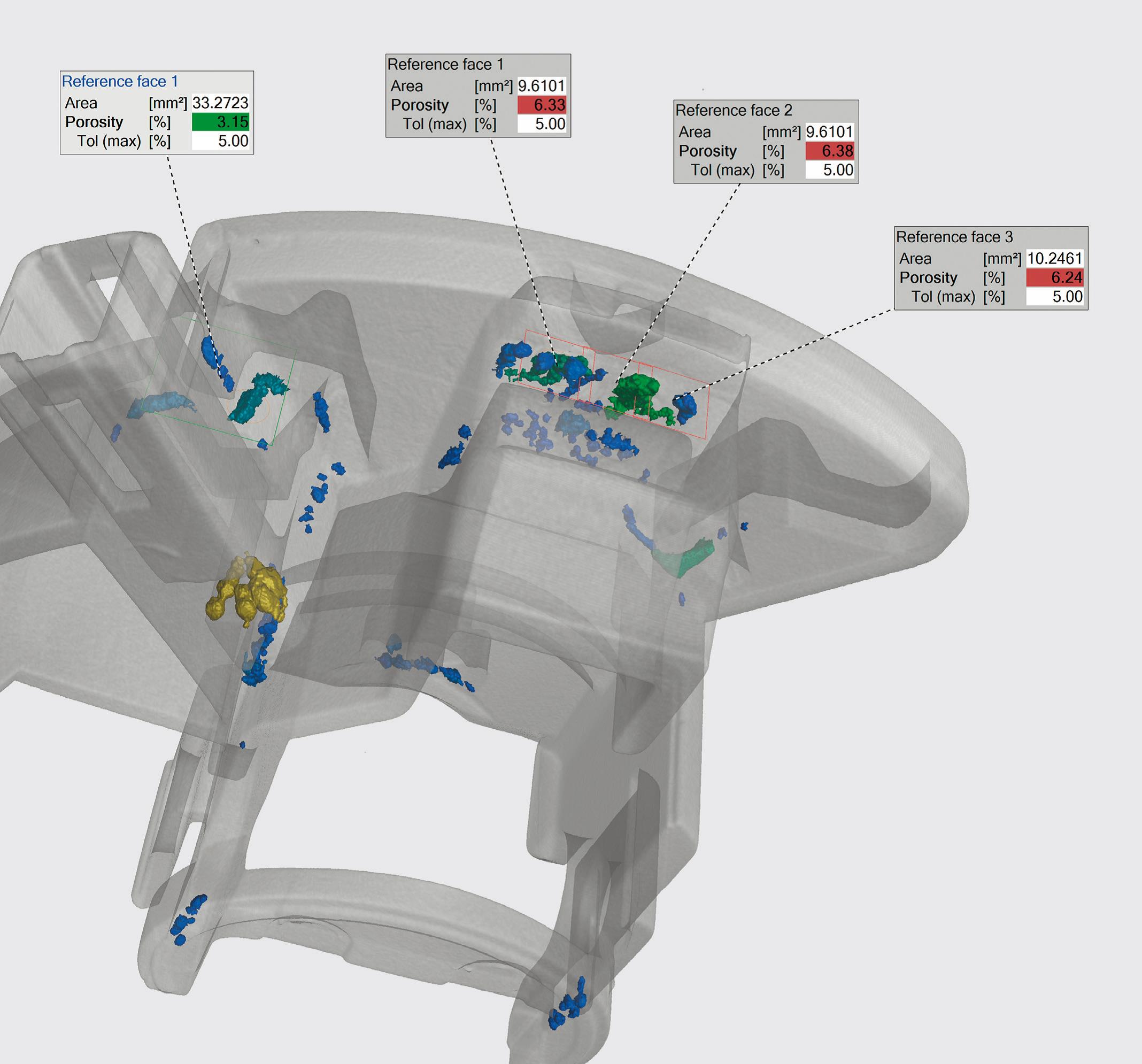
Norma opracowana przez Niemiecki Instytut Odlewnictwa stosowana w przemyśle motoryzacyjny pozwalająca na ocenę udziału procentowego w określonym przekroju odlewu wraz z możliwością określenia poziomu dopuszczalności wymiaru maksymalnej wady, ich liczb, lub odstępu między nimi. Norma stosowana w ocenie zgładów metalograficznych została zaadoptowana w tomografii komputerowej.


